
This will be a two-part post. The first will cover why I believe the way I do and the second will demonstrate with a video how easy my favorite strategy is to implement in Inventor HSM. First lets look at a typical job that comes into my shop. I rarely do long part runs and this I find is pretty typical in many small job shops.  This set of parts will probably have over 70 tool paths when you account for blocks that are cut on more than one side. I have a 20 tool umbrella type tool carousel and I do not have anything assigned to a pocket because the tool usage is too variable. I will generally start with detail one and go from there and load tools as they are needed and refer back to them in a saved library for this customer and or job. Most of the time I just do it by the job because they are to easy to create.
This set of parts will probably have over 70 tool paths when you account for blocks that are cut on more than one side. I have a 20 tool umbrella type tool carousel and I do not have anything assigned to a pocket because the tool usage is too variable. I will generally start with detail one and go from there and load tools as they are needed and refer back to them in a saved library for this customer and or job. Most of the time I just do it by the job because they are to easy to create.
Now is the time to mention the advantage of this over the Tech Data Base tool libraries some are fond of. TDB libraries are complicated to set up and require that you tie them in to many different cutting strategies to work sometimes automatically but many times not. In the case of Camworks for Solid Edge which is where I was exposed to this I know it can take a month just to set this up and it is not inclusive of many parts you will bring in. Editing these are cumbersome and require far more time than simple new tool creation and inclusion in a new library.
There is another huge problem with the TDB libraries though and it is this. What is the reality of the true cutting diameter of your end mill? By the way, if you order a Haas mill and do not get probing on it you are crazy. It is perhaps the single best bargain and productivity tool offered by anyone for what it does and the price. Here is what I mean about reality. 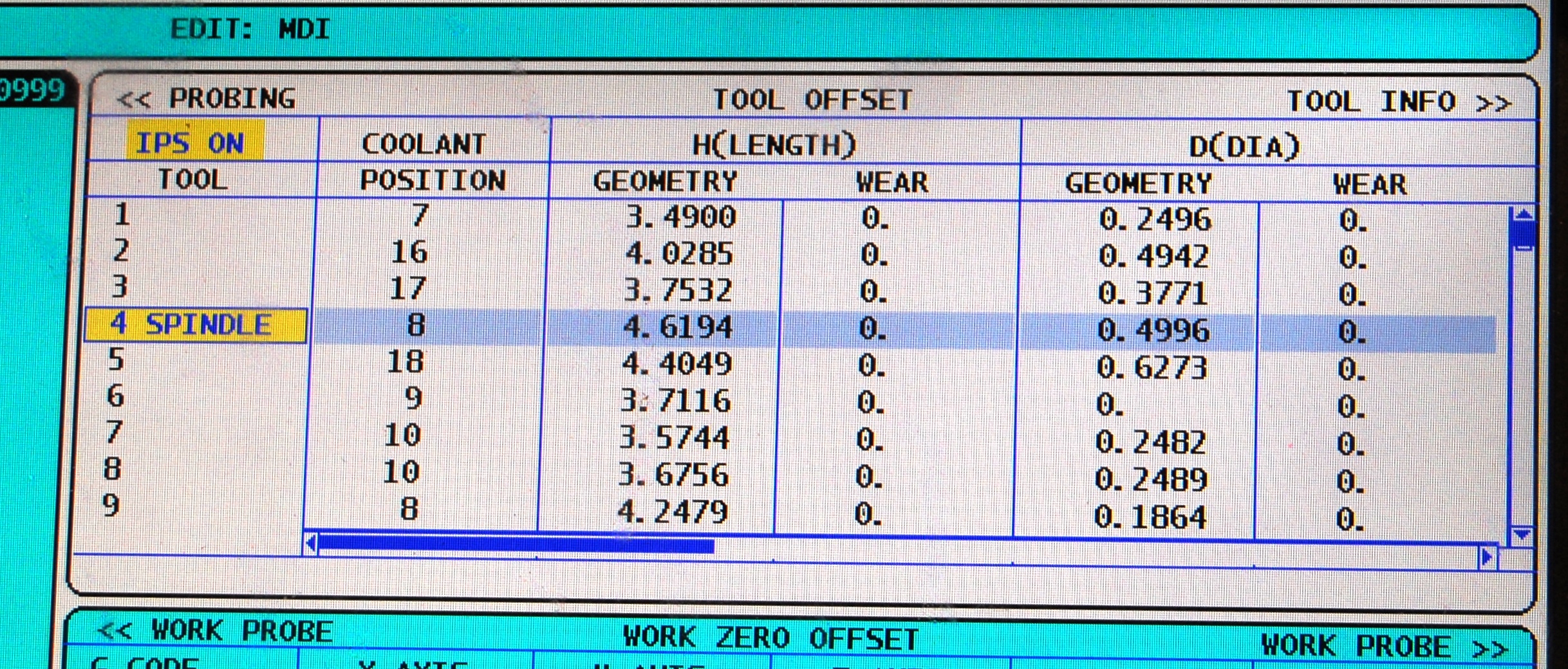 Here is a picture of four tools in Schunk hydraulic tool holders (and number five which is not) which are very accurate and the results. The end mills used are new. As you can see not one endmill is precisely .25 or .375 or .500 etc. Tool number five is a .625 mill in a standard set screw Cat40 holder with a three inch flute length and look at the measured size. Also pay attention to number four which is a Hanita four fluter .5″ x 1.5″ LOC with an overall stickout of 2.25″ past the holder.
Here is a picture of four tools in Schunk hydraulic tool holders (and number five which is not) which are very accurate and the results. The end mills used are new. As you can see not one endmill is precisely .25 or .375 or .500 etc. Tool number five is a .625 mill in a standard set screw Cat40 holder with a three inch flute length and look at the measured size. Also pay attention to number four which is a Hanita four fluter .5″ x 1.5″ LOC with an overall stickout of 2.25″ past the holder.  Here is another picture and again note #4. This time we have a three flute Hanita .5″ x 1.125″ LOC with a 1.5″ stickout past the chuck. Same exact chuck and insert and manufacturer. The variance is pretty considerable when you can measure your setup. In a TDB library where everything listed .5″ is input at exactly .5″ but your tools are rarely going to be that what have you just done to your accuracy? Could I suggest you have not helped yourself where the rubber meets the road? This does not even get into the world of regrinds where many of us save considerable money by extending the practical life of our tools quite often by 300 to 400%. Measuring with the probe will also include the eccentricity of the holder and give you the maximum true cutting diameter at the tip of the tool where it matters.
Here is another picture and again note #4. This time we have a three flute Hanita .5″ x 1.125″ LOC with a 1.5″ stickout past the chuck. Same exact chuck and insert and manufacturer. The variance is pretty considerable when you can measure your setup. In a TDB library where everything listed .5″ is input at exactly .5″ but your tools are rarely going to be that what have you just done to your accuracy? Could I suggest you have not helped yourself where the rubber meets the road? This does not even get into the world of regrinds where many of us save considerable money by extending the practical life of our tools quite often by 300 to 400%. Measuring with the probe will also include the eccentricity of the holder and give you the maximum true cutting diameter at the tip of the tool where it matters.
I am going to say flat out that trying to make this TDB paradigm reflect this kind of accuracy reality without huge amounts of trouble is impossible. This also would assume the TDB would not blow up on you or fail to edit right which happens far more than you might think. Why would I do this to myself anyway when creating a tool measured and input to reflect true conditions in a simple tool library like the one in HSM takes less than a minute? And editing that tool with a new diameter size when you have to change it out for any reason takes maybe 20 seconds. I can cut for years and years my way with the time equivalent it would take just to set up the TDB which is destined to fail often and dump you back into a scenario where simple tool creation or editing is way harder to boot.
I went round and round with the Geometric people over this and I guess they thought I was kidding when I said I flat out was not going to work like that. Way to many problems and un-needed complexities trying to shoehorn parts into some magical feature recognition TDB auto cut path generating thing that cost way more time than it could ever save over the course of a typical year.
In all fairness there is a way to set up a tool library and kind of ignore the TDB but even there it is far more cumbersome to do and you are all the time deleting tool path strategies you did not ask for to get to what you really wanted to do to begin with.
In my world quick and easy tool management and CAM plan creation helps to make my bottom line better and after all isn’t making more money in the same amount of time what it is all about?
