
One of the most important aspects of successful HSM machining is the evacuation of chips. Re-cutting of chips is the single most damaging thing to the life of an end mill besides outright improper selection of parameters for feeds speeds and step-overs. There is a whole science devoted to investigating problems in cutting metal and this has led to discovering another common problem with carbide and coated carbide end mills. The heating and cooling of the leading cutting edges from being embedded in the cut to turning outside the metal and being quenched by coolant leads to propagation of micro fissures and premature break down of the end mill compared to dry cutting and evacuation of chips with air blast. But the chips must go away before re-cutting no matter what method for doing so is used.
While cutting a simple part recently I was surprised at the different strategies used between Camworks for Solid Edge and Inventor HSM. Time wise it looked like this part would cut at close to the same time for the three tool paths. .875″ depth of cut and .06″ step over and 9067 RPM with 317 IPM travel speeds. Now when you are moving along at this clip things had better be right in order to get good life from your end mills. So it was with interest I see how two from CW4SE start off wrong and the one from I-HSM works right. Now I don’t know if this was a deliberate choice of strategies by the programmers with HSM or just fortunate serendipity but the effects are profound in any case.
I used to think Volumill was the very best thing out there until I put some time into I-HSM’s Adaptive strategy. Keep in mind the importance of chip evacuation and let us see what the three have to offer. First up is CW4SE’s Volumill.

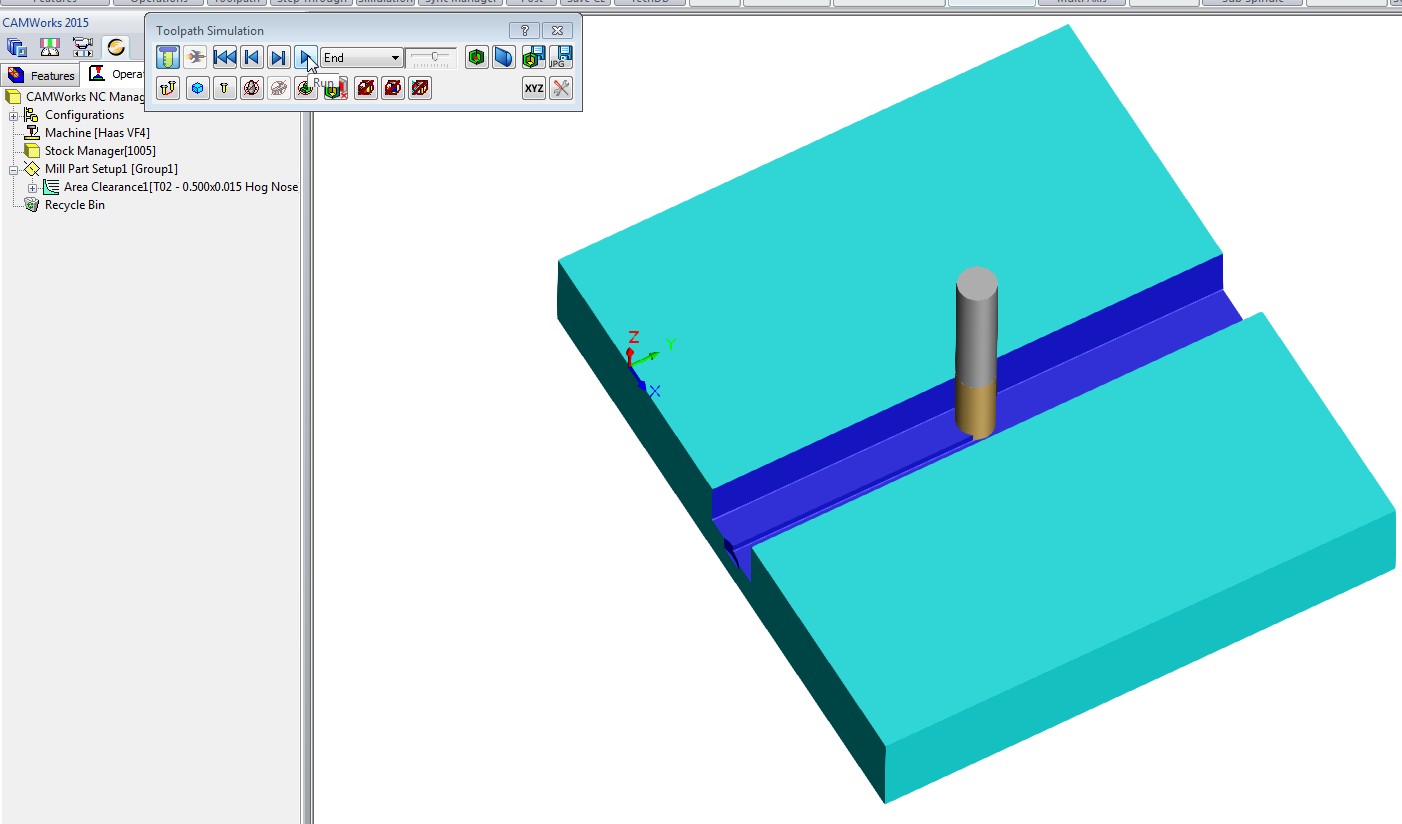
Notice how Volumill cuts a ramp down slot in the middle of the block. By the time you get down to the bottom of the slot there is no way you can avoid serious re-cutting of chips as these things bounce around like ricocheting bullets back and forth. I suppose at some sort of CFM and PSI you could assure the evacuation of chips but Volumill will make it difficult to do on this part. In any case your percentage of engagement is supposed to be low for high speed machining and look at the near 80% flute breaking engagement you are forced into with Volumills entry path. So much for my choice of .06″ max.
Next up is CW4SE’s Adaptive.

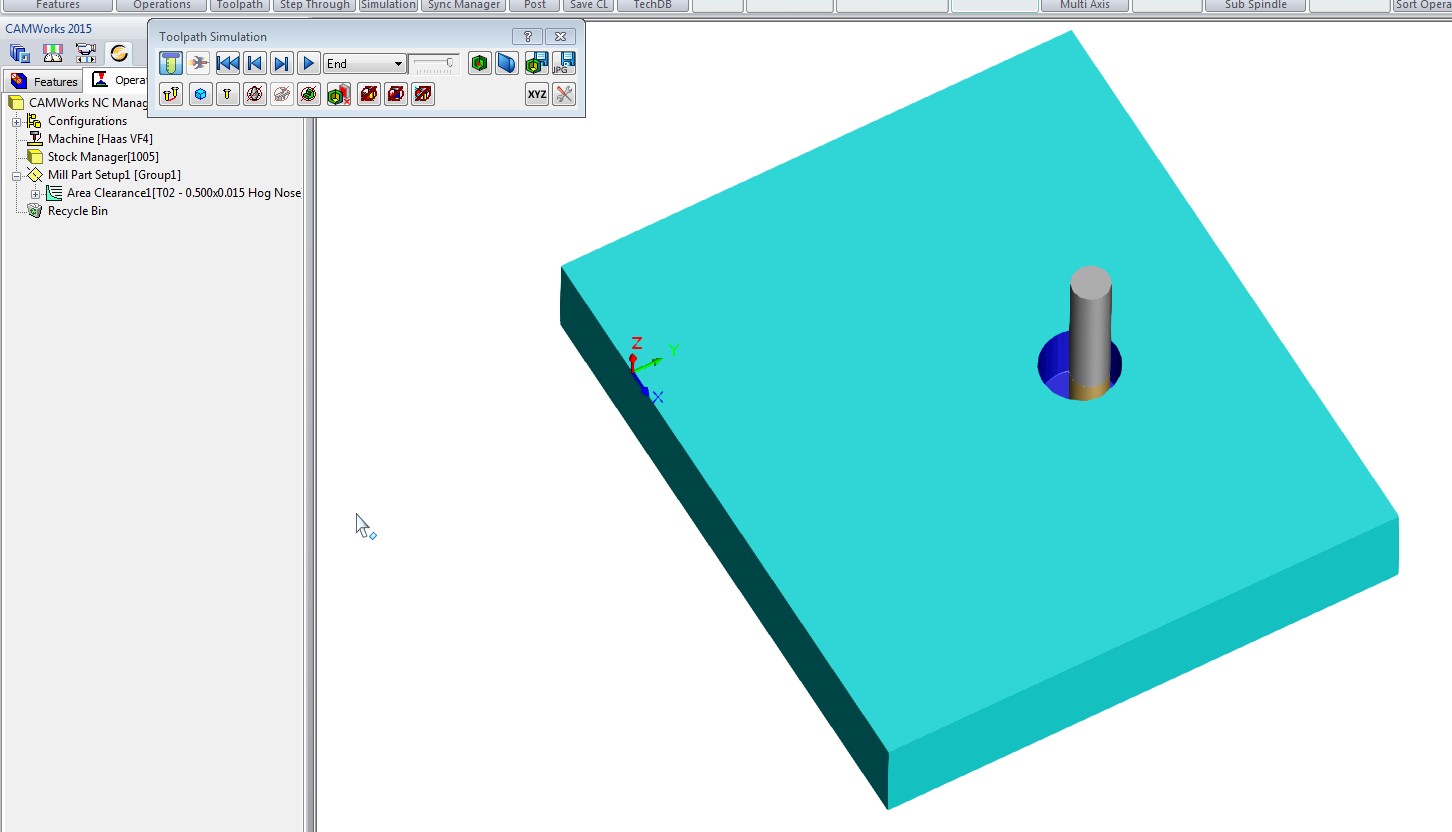
The chip problem with the Volumill tool path is even worse here as I doubt anything under jet engine PSI and CFM could ever dream of evacuating chips in a little bitty pocket that even as it grows larger will still tend to bounce chips around in a pocket generating re-cut problems galore. I figure with my screw compressor max PSI at 125 I would have no chance of succeeding here. Kind of like putting sand in your end mill “engines” oil I figure.
Now one of the joys of CW4SE is wrestling with tons of parameters and unintended consequences. For those of you using CW4SE here is a gotcha to be aware of.
.
As you experiment to find the best way to cut a part you will try this and try that. Better remember what exactly you did though. For instance if you use Volumill and check or uncheck “machine cavities” the result is the same on this part and it will cut. If you go over to Adaptive after unchecking “machine cavities” in Volumill and forget you have done so Adaptive will not generate a tool path. You have to go back and re-select “machine cavities” to get it to work.
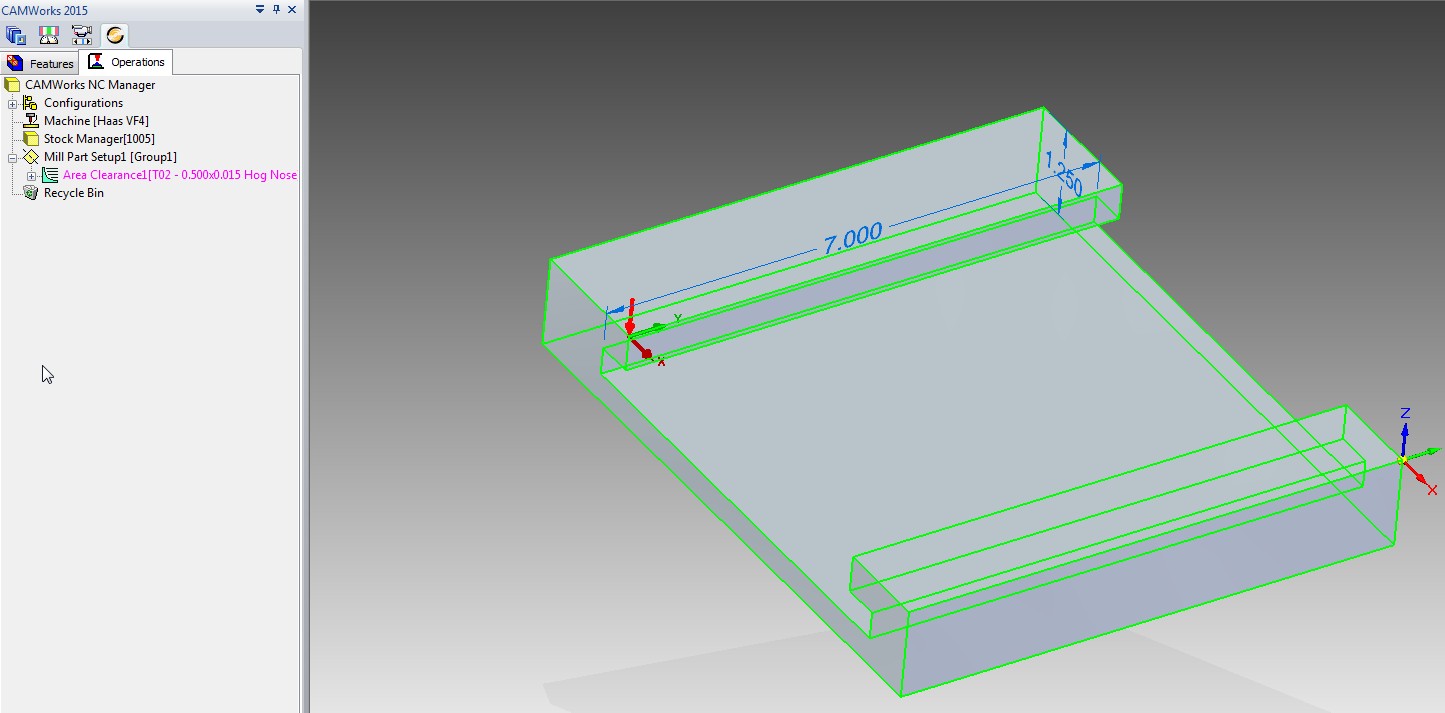
Now let us regard what I-HSM does.


Remember this end mill is climb cutting and the chips are automatically ejected from the cut and the block with no potential for chip entrapment. I see no way for re-cuts to happen here and air blast at regular PSI and CFM on my Haas will work just fine if indeed it would even be required as these bullets are all going down range so to speak.
Perhaps never planned to be this way at HSM but the results are what they are. Pretty darned good for a CAD CAM combo less than half the cost of CW4SE + SE I would say and guaranteed to bring a smile to your face.
As a comment here. If you are a buyer shopping for a CAD CAM program I will say this. I was badly burned by CW4SE and the problems it had and has. I regret being responsible for people having bought into this expensive problematic program based perhaps in part upon my recommendation. Today I am using the program I had originally wanted integrated with SE but sadly inside of Inventor. You download and try these programs yourself and see for yourself what makes sense in your operation. I know where I want to be and have many reasons for this but you must do some serious investigation on your own and see for yourself what you need. I will say though that if I knew a year and a half ago what was in store for me with CW4SE I would never have bought into it and I would have bought SW HSM if I had to just to get the CAM. This week I have 19 different parts to cut and I need something quick and easy and intuitive to use with good tool path strategies that just work. Today I do have this CAM tool in my shop and it is kind of fun once again to cut chips. Life is better when things work right. By the way, if you are a refugee looking to flee a program you have sunk a ton of money into talk to the people at HSM. You might be pleasantly surprised at the consideration they may give your plight.

Dave,
Nice article. I like you insights on chip evacuation!.
Certainly something we will put on our radar to further improve.
Hi Al,
It is important and the faster you push things the more important it becomes. Thanks for the kudos.
Dave, are you designing the parts in SE and then bringing them into Inventor?
Hi Larry,
Yes. Design in SE and Cut in I-HSM. I don’t like the lack of integration but I get to use the best of both worlds and my days are much brighter now.