
Had a chance recently to look at a part where the problem for the user was that he could not cut into a corner pocket in Fusion 360. This reminded me of a similar situation I had with Inventor Pro HSM 2016. Namely how do you cut a .0625R corner with a .125 endmill? I had trouble on a part too and found that for some reason IP HSM would not allow me to do this and I had to change the radius or fib about tool size and suffer from those induced problems. In reality though what HSM was preventing me from doing was for my own good as there is never a good corner finish at any sort of speed when the radius of the mill and corner are the same.
Here is the problem section of the part.

It is pretty easy to make mistakes on your own or to have imported geometry you did not check well enough. Often during edits people make mistakes for a number of reasons and we all have done similar things. So what is the mistake here? It is not so readily evident to the eye and the .125 diameter endmill won’t cut into the .125 corner pockets. Why?
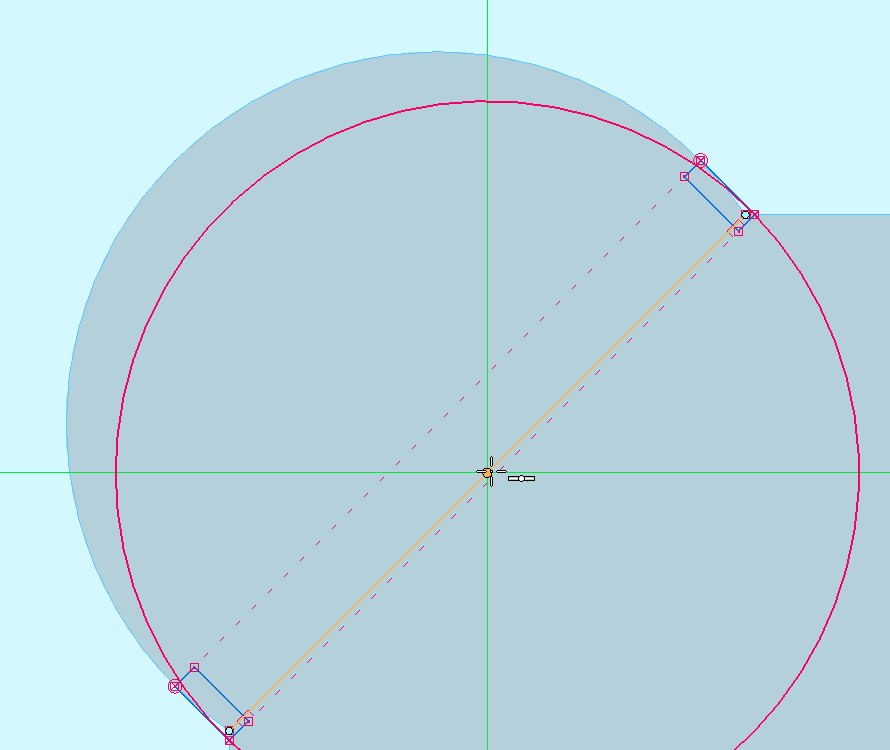
Look at the above screen capture. The yellow line is a diagonal between existing corners. We can draw a line and then create a circle off the center of the line and see just how far back from the true corners the holes really were. Look closely at the opening of the corner pockets and you can see the section where the opening width becomes .123 since we are past circle center point.
There are three answers here and it depends on the requirements of the part. If it had to be off center and this exact diameter and a drill point bottom is not an issue drill and ream. If the hole could be moved to the “line” center and it could grow to .126 diameter use the .125 end mill the user wanted to use to begin with. This will cut. Or if the hole center needed to stay where it was and could grow to .126 put some flats on the geometry like below. Now that the opening will be a true .126 width the end mill will do just fine. I suspect the intent here was to just get a “square” corner the only way you can get one by milling and the whole thing could have been accomplished better with a .126 diameter hole back just far enough to make the square.

More CAM problems with geometry origins happen then designers who do not cut parts ever dream of and some of them are not apparent to those who do not make things. In truth all of us who actually make things have been in a hurry and distracted from concentrating on just one thing and have been subject to this kind of oversight as to what the problem really was. Or indeed have been the source of the problem when in a hurry and we don’t catch out own mistakes. OK tell me you have not done this exact thing in the past?
It can be easy to sit there in justifiable anger at the CAM program no matter which one we are using. If we had just backed off a bit and looked at why and included the geometry into the problem solving equation I bet there are times each of us could save ourselves some grief. It is the kind of stuff that happens when you get busy and distracted so next time give a moments thought to the idea that it could be the CAD and not the CAM.

Now that’s a good example of design for manufacturing, wouldn’t you agree?
I have seen far worse. Since it was the Fusion 360 side of things I tend to believe this was a relatively new user. I think most Fusion 360 people are and when you grow up you get a permanent seat. Well at least for now you do.
Made me think of when I designed injection molds. We made it common practice to machine pockets with a at .3″ radius, and inserts got a .35″ outside radius. Never had to worry about the corners binding up.