The whole rationale behind high-speed machining is to remove more cubic inches of material per hour and per endmill or insert. I still watch in awe over what can be done and remembering how it used to be when you had to slow down everything so you would not kill your end mill as you buried it in a step over or corner. There are various flavors of high-speed machining programs out there but they all have one thing in common. Vibration control is essential.
One of the first steps is to have the correct tool holding and while heat shrink is supposed to be the best most of us will never know. It is to darned expensive to set up for and most of us will never need that last tenth accuracy in our life times nor do we have the metrology lab required for this accuracy. The second best and much more affordable option is hydraulic tool holders. Personally I use Schunk Tendo hydraulic holders and right now they are running around $250.00 from my favorite supplier Technology Sales in Chattanooga TN for the .75″ CAT40 holder. The sleeves will run another $80.00 each. The sleeves come in slotted for TSC that will allow for six “sprays” of coolant to be directed straight down into the cut for tooling that does not have coolant holes and unslotted that will allow you to use through tool TSC. The Schunks are very concentric (.003mm claimed runout at 2.5″ on their web site) and also have never in my experience suffered from cutter pullout and I sure can’t say the same for collets and set screw clamp holders which HAVE ruined some of my days. So the first step is to have reliable and capable tool holding. Concentric pullout proof tool holding is essential to your tool life and cut quality in high-speed machining. If you do not take care of this first you can just ignore the rest of this article since your maximum potential will never be achieved unless all the puzzle pieces are put in place.
Have you ever started a cut and found yourself scrambling for the feeds and speeds over ride? Sure you have and we all know the tooth jarring squeal of impending end mill doom. As far as I know there are only two methods to fight this. One is to just fiddle at the controls while cutting until we find the place that sounds and looks good and generally that is where we stay. I dare say this is how most places do it. The second way is to embark on a rational method to fine tuning your specific mill and cutter combination for best results.
Autodesk has a spindle vibration analysis tool that goes on the spindle and analyses during the cut and for all that cut paths conditions. It also costs over 10g. There is another way that any of us can do though and all it takes is chunks of metal and some time. The following link will take you to a PDF well worth downloading and the two screen captures are from this.
http://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&cd=2&cad=rja&uact=8&ved=0CCYQFjAB&url=http%3A%2F%2Fm.plm.automation.siemens.com%2Fen_us%2FImages%2FMMS-HSM-Oct05-17050hires_tcm1224-4241.pdf&ei=1RdiVcD_BoeyggT8_4DQAw&usg=AFQjCNHsI9TfE-5ynJtSg-M4bXol2gazlQ&bvm=bv.93990622,d.eXY (Yes I know the link is long but looking at link renaming tools always seemed to end up with junk so I just posted the real one. Any worthwhile suggestions and I am all ears as long as it is not a click for profit deal.) Here are two screen captures from the PDF that will show you a graphic example of why one should do this.

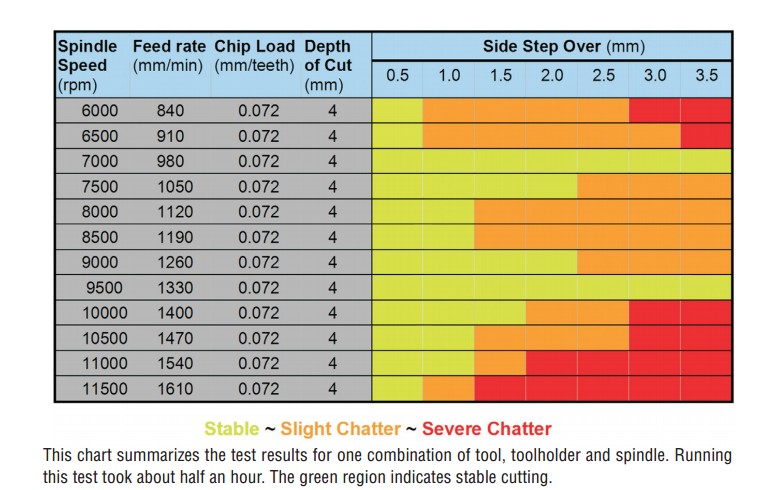
Every mill has a unique vibration characteristic based upon the actual machine variances and it’s environment like the floor stability. My Haas VF4 will be a bit different from yours and the same is true for those whiz-bang 300,000.00 dollar jobs too some people are so proud of. As a matter of fact UGS did this study and they deal in high dollar production and high dollar equipment where getting that last little bit of quality and speed makes a big difference. Speaking of Modern Machine Shop by the way here is a link http://www.mmsonline.com/articles/chatter-control-for-the-rest-of-us that will take you to a page with other vibration control articles.
Do yourself and your shop a favor and have a look at this idea. It is in most cases the last piece of the puzzle to be implemented and in many cases is never even considered.
Humorous update. I was looking for Helical brand end mills on EBay and these turned up. From the Buonshopping EBAY purveyor of fine goods in Hong Kong we have these fine tools. I went to see just what the end mill feedbacks had to say and much to my amusement the first few (I looked no further) had gobs of smiley faces and bad spelling har-de-har-har.